Home » Exploring the Technical Specifications of Fluting Media
As I sat down to write this article on fluting media, I reflected on the journey leading up to my recent presentation on this topic at IPPTA Zonal Conference. The task before me was clear: to delve into the nuances of fluting media and its critical role in corrugated packaging. This article represents the culmination of my work, aiming to address both the theoretical underpinnings and practical challenges of quality specifications in this
field.

All views and insights expressed in this blog are contributed by Mr. Ramkumar Sunkara.
The foundation of any effective specification lies in understanding what the corrugated box manufacturers and corrugated box users truly need. Historically, the focus was on simple parameters like Bursting Strength and weight of corrugated boxes. Today, the performance demands are far more complex, encompassing of Compression Strength, Flat Crush Resistance, Bending Stiffness, and more. These evolving requirements reflect the increasing expectations from packaging paper in terms of both performance and sustainability.
Corrugated box manufacturing has undergone sea change in last two decades. Up to early 2000’s, the manufacturing process of corrugated boxes was manual method of laminating top liner to single face. Maximum running speed of single facers were less than 30 m/m. In the last two decades the box manufacturers have adopted better technology in corrugated board manufacturing. Speed of single facer has gone up from 30 m/m to as high as 300 m/m. For such high-speed single facers, the specification requirements of liners and medium are changing.
This article aims to uncover what performance parameters are to be considered for fluting media to satisfy needs of both – seller and buyer of corrugated boxes.
Table 1 shows typical performance parameters of a corrugated board given by multinational buyer :
| Code | CB 25 | CB 40 | CB 50 | CB 90 |
|---|---|---|---|---|
| Bending stiffness in Nm | 2.1 | 2.8 | 3.1 | 8.4 |
| Edgewise crush test (ECT) in kN/m | 3.2 | 4.3 | 5.0 | 6.5 |
| Bursting strength test (BS) in kPa | 500 | 700 | 850 | 1350 |
| Flat crush test (FCT) in kPa | 250 | 280 | 340 | 330 |
| Cobb 60 test in g/sq.mt (Min – Max) | 23-40 | 23-40 | 23-40 | 23-40 |
| Flute type | B | B | B | C |
| Calliper in mm | 2.0-3.1 | 2.0-3.1 | 2.0-3.1 | 3.2-3.9 |
Table 1 shows what the customers are demanding now a days. They need specific Bursting strength, Edge crush strength, Flat crush strength, bending stiffness, cobb etc. Flat crush strength depends on specific properties of medium while all others depend on liner properties.
The fluting media must have:
Corrugated boards are a sandwich structure of liners and medium. The main job of the medium is to maintain the parallelism of the two liners. Media must maintain this separation of liners to form the sandwich. (Fig 1)
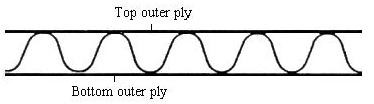
Fig. 1 shows Parallelism of two liners separated by medium.
Fluting medium has not been considered as important part of corrugated board for a long time; however, the newer requirements of box buyers are forcing the box manufacturers to have re-look at medium and show some respect.
Important or not, the fluting media is the meat of corrugated board structure and is responsible for ensuring the corrugated board performs.
For a box maker what is import to him is performance parameters followed by runnability as it reduces the wastage and then strength retention in converting process. They never gave a thought to concept of strength retention in general, however off late they have been complaining about strength reduction even though the paper when tested show desired parameters to get the strength. This indicates that there has been loss of strength during converting operations. Understanding the box makers requirements will help to understand the significance of performance parameters of medium.
There are several reasons as to why strength retention is not happening. From medium point of view, it undergoes tremendous stress and strain during corrugation process.
Refer to fig 2.
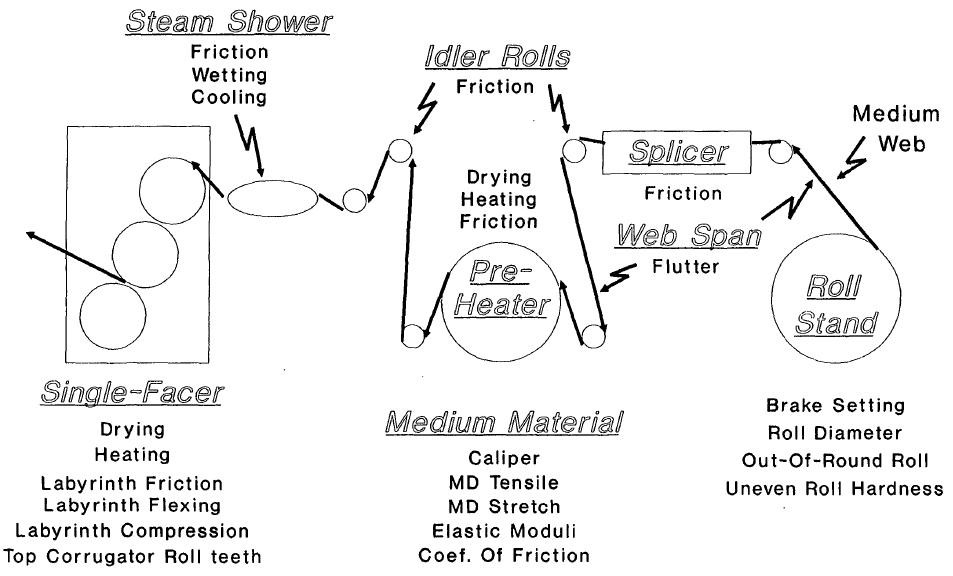
Fig. 2 shows the process of flute formation in single facer
Fluting medium has not been considered as important part of corrugated board for a long time; however, the newer requirements of box users are forcing us to have look at it. Important or not, the fluting medium is what makes the corrugated board perform. The corrugated board is a sandwich structure in which the medium is the
“meat of that structure”. The medium must maintain the separation of the liners to form the sandwich.
Medium web, once it unwinds from mill roll stand it has to withstand:
The relief between the teeth of top and bottom corrugating rolls given by corrugating roll manufacturers is 220 microns. (fig. 3)
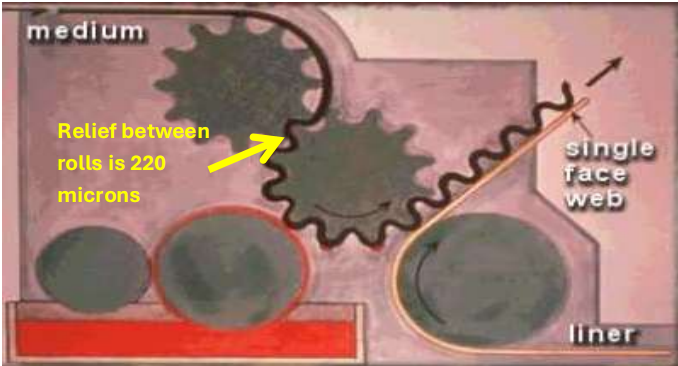
Calliper of 140 GSM medium is around 220 microns. Medium with Calliper more than 220 microns will experience stress and strain due to labyrinth compression. Whitsitt and Sprague (1986) investigated labyrinth compression and presented the factors affecting the retention of compressive strength during fluting, i.e. the impact of the fluting process. Their results indicate that 15-20% of the ECT potential of corrugated board is lost during the fluting process due to labyrinth compression (Z-Direction compression of paper). The reductions in strength are caused by the high bending and tension stresses induced in the medium paper during fluting. During this process, the medium is exposed to high stresses.
Corrugating process imposes suƯ iciently large stresses and strains on the medium while forming and moulding the medium to take shape of flute under conditions of Elevated Temperature, Pressure, and Moisture. The stress and strain in medium
during formation of flute consists of two parts:
Analysis of bending and shear strains show that:
Key Characteristics and Elements of fluting medium Medium should have strength to form strong arches & columns, good formability, and the ability to bond to linerboard at higher speed. The most important elements of the medium that must be controlled during the corrugator operations are Heat and Moisture.
The requirement for proper moisture control is for flute formation occurs due to hygro strain variation, which is caused by the moisture variation created during fastconvection (through air) drying. High bulk of fluting media helps hygro-strain variation due moisture trapped in pores of paper matrix.
High drying temperature promotes inelastic (irreversible) deformation in paper due which flutes are preserved.
Key Characteristics of Fluting Medium are:
Medium should have a “ run corrugator at maximum permissible speed without a Good Runnability”. Runnability is defined as the ability to affecting flute quality. The term runnability encompasses two major performance criteria, flute formation and bonding.
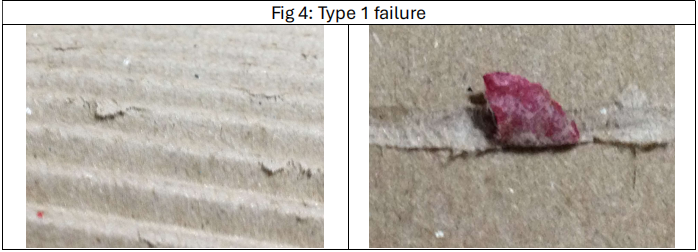
The flute formation criteria includes Fractured flutes, High and Low flutes, and Leaning flutes.
The term “Fractured flutes” refers to the physical separation of the corrugating medium fiber network during the flute forming process in the single facer. There will be a drop in ECT as well as flat crush due to fractured flutes.
| Variables | Change needed to reduce flute fracture |
|---|---|
| Moisture content | Increase |
| MD tensile | Increase |
| MD stretch | Increase |
| Calliper | Decrease |
| Co-eff of friction | Decrease |
| Formation | Uniform |
| Porosity | Decrease |
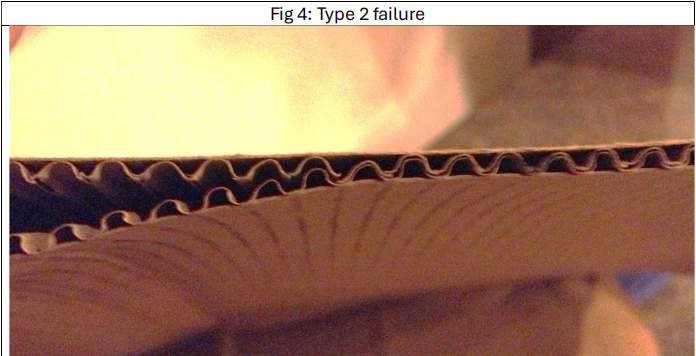
The term high / low flutes refers to the variation in the height of the fluted medium component of the single face web. The high / low flute defect is important because of its adverse effect on the combined board strength properties and package performance. For example, there will be loss of compression strength up to 10% due to decrease in ECT as the percentage of high / low flutes increases.
Factors affecting High/low flute defects :
| Variables | Change needed to reduce high / low flutes |
|---|---|
| Basis weight | Decrease |
| Calliper | Decrease |
| Co-eff of friction against heated steel | Decrease |
| Formation | Uniform |
| MD Stretch | Increase |
Medium properties aƯ ecting medium strength retention after fluting:
| Variables | Change needed to improve the strength retention after fluting |
|---|---|
| Tensile strength | Increase |
| MD tensile stretch | Increase |
| Density | Increase |
| Calliper | Decrease |